

Technische Daten:
Drucktechnologie: FDM (Fused Deposition Modeling)
Bauvolumen: 300 x 300 x 300 mm
Produktabmessungen: 435 x 462 x 526 mm
Verpackungsabmessungen: 508 * 508 * 608 mm
Nettogewicht: 18kg
Bruttogewicht: 25,04 kg
Druckgeschwindigkeit: ≤600mm/s
Beschleunigung: ≤20000mm/s²
Druckgenauigkeit: 100 ± 0,1 mm
Schichthöhe: 0,1-0,35 mm
Extruder: Doppelgetriebe-Extruder mit Direktantrieb
Filamentdurchmesser: 1,75 mm
Düsendurchmesser: 0,4 mm (kompatibel mit 0,6/0,8 mm)
Düsentemperatur: ≤300℃
Heizbetttemperatur: ≤100℃
Baufläche: Flexible Bauplatte
Nivellierungsmodus: Freihändige automatische Nivellierung
Dateiübertragung: USB-Laufwerk, LAN, WLAN
Anzeigebildschirm: 4,3-Zoll-Farb-Touchscreen
KI-Kamera: Ja
KI-LiDAR: Ja
Wiederherstellung nach Stromausfall: Ja
Filament-Runout-Sensor: Ja
Eingabeformung: Ja
Beleuchtungsset: Ja
Schlafmodus: Ja
Nennspannung: 100-240 V ~, 50/60 Hz
Nennleistung: 1000W
Unterstützte Filamente: ABS, PLA, PETG, PET, TPU, PA, ABS, ASA, PC, PLA-CF, PA-CF, PET-CF
Druckbares Dateiformat: G-Code
Slicing-Software: Creality Print; kompatibel mit Cura, Simplify3D, PrusaSlicer
Dateiformate zum Slicen: STL, OBJ, AMF
UI-Sprachen: Englisch, Spanisch, Deutsch, Französisch, Russisch, Portugiesisch, Italienisch, Türkisch, Japanisch, Chinesisch
600 mm/s* in nur 0,03 s basierend auf einer Beschleunigung von 20000 mm/s². Er kann so produktiv sein wie mehrere 3D-Drucker zusammen. K1 Max: 600 mm/s Normaler 3D-Drucker: 50 mm/s * Die Geschwindigkeit von 600 mm/s wird bei Creality Lab im Oberflächenmodus mit 0,1 mm Schichthöhe erreicht. * Die typische Geschwindigkeit beträgt 300 mm/s. Die
Fahrgeschwindigkeit beträgt 800 mm/s.
KI-LiDAR kümmert sich um die erste Schicht
Machen Sie sich immer noch Sorgen um die erste Schicht? Überlassen Sie das Ganze einfach dem AI LiDAR des K1 Max. Der LiDAR mit einer Auflösung von 1 μm scannt die erste Schicht selbstständig. Er unterbricht den Druckvorgang und benachrichtigt Sie sofort, wenn etwas schief geht.
KI-Kamera behält aufmerksam die Übersicht
K1 Max verwendet eine KI-Kamera, um Spaghetti-Fehler, Fremdkörper, Schmutz usw. zu überwachen. Sie benachrichtigt Sie, wenn ein Fehler auftritt. Es unterstützt auch Echtzeitüberwachung und erstellt Zeitraffer zum Teilen.
Creality K1 Cura material-spezifische Einstellungen

PLA:
- Drucktemperatur: 220°C
- Bett-Temperatur: 50°C
- Druckgeschwindigkeit: 200-300 mm/s
- Schichthöhe: 0.2mm
- Retraktion: 0.5 mm bei 40 mm/s
- Kühlung: 100%
- Lüftergeschwindigkeit: 100%
- Füllung: 20%
- Geschwindigkeit der ersten Schicht: 10-20 mm/s
- Erste Lüftergeschwindigkeit: 0%
ABS:
- Drucktemperatur: 260°C
- Bett-Temperatur: 100°C
- Druckgeschwindigkeit: 200-300 mm/s
- Schichthöhe: 0.2mm
- Retraktion: 0.5 mm bei 40 mm/s
- Lüftergeschwindigkeit: 0% (geschlossener Kammer)
- Kühlung: 70%
- Füllung: 20%
- Geschwindigkeit der ersten Schicht: 10-20 mm/s
- Erste Lüftergeschwindigkeit: 0%
TPU:
- Drucktemperatur: 220°C
- Bett-Temperatur: 70°C
- Druckgeschwindigkeit: 100 mm/s
- Retraktion: 0.5 mm bei 30 mm/s
- Kühlung: 100%
- Lüftergeschwindigkeit: 0% (20% für Brücken, Überhänge und kleine Schichten)
- Füllung: 20%
- Geschwindigkeit der ersten Schicht: 10-20 mm/s
- Erste Lüftergeschwindigkeit: 0%
PETG:
- Drucktemperatur: 230°C
- Bett-Temperatur: 70°C
- Druckgeschwindigkeit: 180 mm/s
- Retraktion: 0.5 mm bei 40 mm/s
- Kühlung: 50%
- Lüftergeschwindigkeit: 50-100%
- Füllung: 20%
- Geschwindigkeit der ersten Schicht: 10-20 mm/s
- Erste Lüftergeschwindigkeit: 0%
Creality-Serie: K1 / K1 Max-Druckparametereinstellungen
In diesem Artikel werden wir umfassend die Druckparameter-Einstellungen der K1-Serie vorstellen, um Benutzern bei der Lösung von Druckproblemen zu helfen und ihnen zu ermöglichen, perfektere Werke zu schaffen. Die Creality K1-Serie unterstützt die folgenden Filamente.
| Creality K1-Serie Filamente | ||
| Kompatible Filamentdurchmesser | 1.75mm | |
| Hyper-Speed Filamente | ABS/Hyper-Speed PLA | |
| Standardfilamente | PLA/PETG/PET | |
| Flexible Filamente | TPU | |
| Festigkeitsfilamente | PA/ABS/ASA/PC | |
| Verschleißfeste Filamente | PLA-CF/PA-CF/PET-CF | |
Nun, lassen Sie uns die Druckparameter-Einstellungen für den K1 Max Schritt für Schritt durchgehen, wie folgt:
1. Einstellungen für das Slicen
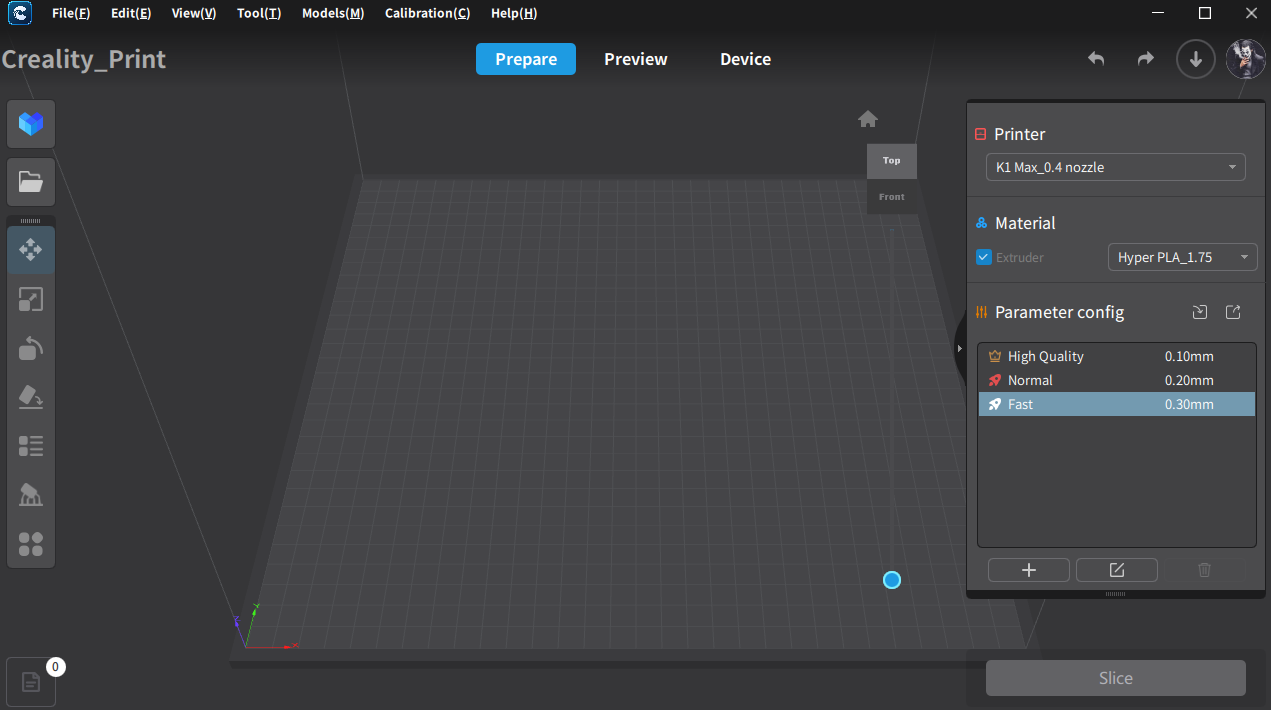
- Öffnen Sie den offiziellen Slicer Creality Print in der Version 4.3.6.6220 oder einer neueren Version..
- Wählen Sie den Drucker K1 Max aus.
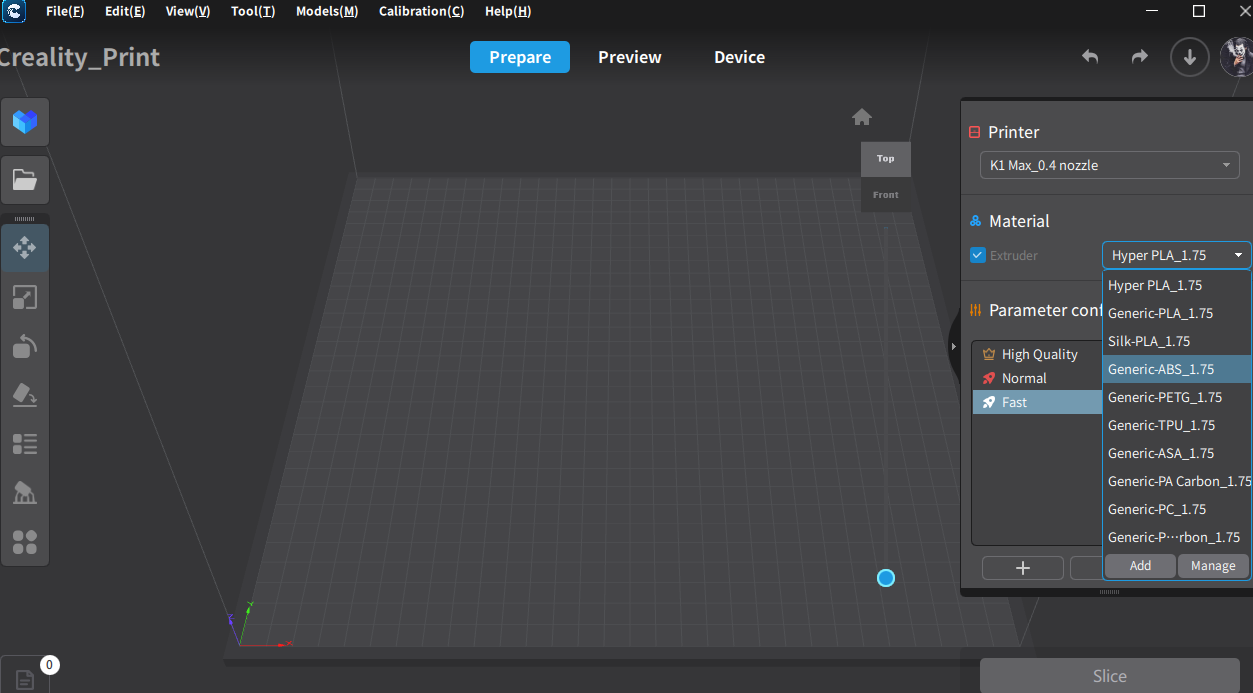
- Im Filamentbereich oben rechts auf der Benutzeroberfläche wählen Sie „Allgemeines Filament“ (Für Versionen vor 4.3.6 ist es mit „generisch“ versehen).
-
Wenn Sie mit ABS drucken, wählen Sie „Allgemeines ABS“ aus der Filamentliste und klicken Sie auf „Slice“
-
Beim Drucken mit Hyper PLA wählen Sie „Hyper PLA“ aus der Filament liste aus und klicken Sie auf „Slice“.
-
Wenn Sie mit Silk PLA drucken, wählen Sie „Silk-PLA“ aus der Filamentliste und klicken Sie auf „Slice“.
2. Vorbereitung für den Druck
2.1 Reinigen der Bauplatte
Falls die Bauplatte verschmutzt ist, möglicherweise durch Kontamination durch Hand Schweiß, reinigen Sie sie mit Geschirrspülmittel und Wasser oder wischen Sie sie mit Alkohol ab.
Wenn der Klebstoff zu dick aufgetragen wurde oder wenn Sie mehrmals gedruckt haben, reinigen Sie die Bauplatte bitte mit Wasser.
2.2 Gewährleistung einer ordnungsgemäßen Klebstoffanwendung

Verwenden Sie den richtigen Klebestift. Die Maschine wird mit einem Klebestift geliefert, oder Sie können den gelben Klebestift von Deli verwenden. Vermeiden Sie die Verwendung von grünen Deli-Klebestiften.
Tragen Sie eine dünne Schicht Klebestift auf die Bauplatte auf.
2.3 Bestätigung der Notwendigkeit für die Druckkalibrierung
Die Druckkalibrierung umfasst automatisches Bettleveling, Kalibrierung der Flussrate und Funktionen zur Erkennung der ersten Schicht (Die Funktionen zur Kalibrierung der Flussrate/Erkennung der ersten Schicht sind standardmäßig deaktiviert).
Wenn dies nicht überprüft wird, werden automatisches Bettleveling, Flussratenkalibrierung und Erkennung der ersten Schicht nicht durchgeführt.

FAQs zur Druckkalibrierung
-
Wann muss die Druckkalibrierung ausgewählt werden?
-
Beim Wechseln zu einem Filament, das sich von dem des vorherigen Drucks unterscheidet, z.B. Wechsel von PLA im vorherigen Druck zu ABS (unterschiedliche Betttemperatur, Unterschiede in den Leveling-Daten).
-
Wenn die Maschine verschoben wurde.
-
Nach einem Firmware-Upgrade.
-
Wann ist keine Druckkalibrierung erforderlich?
-
Beim erneuten Drucken desselben Modells, das zuvor erfolgreich war.
-
Beim Drucken eines relativ kleinen Modells, das sich in der Mitte der Bauplatte befindet.
3. Während des Drucks
Wenn Sie mit technischen Materialien wie ABS/ASA drucken, wird empfohlen, den Gehäuselüfter manuell auszuschalten.
4. Empfohlene Filamentparameter für die K1-Serie
Offiziell empfohlene Filamentparameter
| Tabelle der universellen Filamentparameter für die K1-Serie Maschine | ||||||
| Filamente | Düsentemperatur | Betttemperatur | Optimale Druckgeschwindigkeit (0,2 mm Schichthöhe) |
Maximaler
Volumenstrom |
Modellkühlung | Zusatzkühlung |
| Hyper PLA | 220 °C | 45 °C | 300 mm/s | 23 mm³/s | 100% | 80% |
| CR-PLA | 230 °C | 45 °C | 150 mm/s | 20 mm³/s | 100% | 80% |
| PLA-silk | 230 °C | 45 °C | 120 mm/s | 10 mm³/s | 100% | 80% |
| Generic PLA | 230 °C | 45 °C | 200 mm/s | 18 mm³/s | 100% | 80% |
| Generic PETG | 250 °C | 70 °C | 120 mm/s | 9 mm³/s | 80% | 0% |
| Generic ABS | 260 °C | 100 °C | 250 mm/s | 20 mm³/s | 70% | 0% |
| Generic TPU | 230 °C | 50 °C | 50 mm/s | 3.5 mm³/s | 100% | 70% |
| CR-PLA Carbon | 220 °C | 45 °C | 150 mm/s | 11 mm³/s | 100% | 0% |
| CR-PA Carbon | 250 °C | 100 °C | 120 mm/s | 10 mm³/s | 80% | 0% |
| Generic ASA | 260 °C | 100 °C | 150 mm/s | 15 mm³/s | 80% | 0% |
| Generic PC | 260 °C | 100 °C | 120 mm/s | 10 mm³/s | 80% | 0% |
Tipps:
1. Die maximale Druckgeschwindigkeit des Filaments hängt von den Materialeigenschaften ab und sollte auf den Empfehlungen des Materialherstellers und der offiziellen Slicer-Softwarekonfiguration basieren.
2. Es wird empfohlen, vor dem Drucken gleichmäßig festen Kleber auf das Druckbett aufzutragen, um die Haftung der ersten Schicht zu verbessern.
3. Für feuchtigkeitsempfindliche Materialien wie PA/PA-CF/TPU wird empfohlen, sie vor dem Drucken zu trocknen oder in einer trockenen Umgebung zu lagern.
4. Bei nicht-offiziellem Filament wählen Sie bitte generische Filamentparameter in der Slicer-Software aus.
5. Es wird empfohlen, offizielles Hochgeschwindigkeits-Filament für eine bessere Druckqualität zu verwenden.